Chemical processing demands precision at every stage. When raw materials enter a facility as powders, granules, or slurries, maintaining consistent particle size and removing contaminants are non-negotiable. Vibrating sifters have become a core part of that effort, offering plants a reliable, continuous method for separation that fits neatly into high-volume production environments.
How They Work
A vibrating sifter moves material across a mesh surface using mechanical vibration. Particles smaller than the mesh aperture pass through to the next stage, while oversized particles or foreign matter are diverted to a separate discharge. The motion type, circular, linear, or elliptical, is selected based on the material’s bulk density and flow characteristics, giving engineers meaningful control over how the material behaves on the screen.
Efficiency Gains That Matter in Chemical Plants
One of the clearest advantages is uninterrupted throughput. Chemical facilities typically operate on continuous schedules, and inline vibrating sifters keep material flowing without stopping the line. Combined with precise mesh selection, they give quality teams a defined particle size cut point, which directly affects reaction rates, solubility, and product performance. For fine chemical powders where particle deviation alters reactivity, control is critical. Learn more about how precision screening is applied to fine powder applications in How Ultrasonic Sieves Enhance Screening Precision in Fine Powder Processing.
Contaminant removal is equally important. Whether the foreign material is an agglomerated lump, an oversized raw material particle, or a fragment from upstream equipment, the sifter acts as a final quality gate before the product advances. In pharmaceutical-grade chemical production, electronics manufacturing, and food-grade additive processing, passing a contaminant downstream can mean an entire batch rejection.
Construction and Compliance Considerations
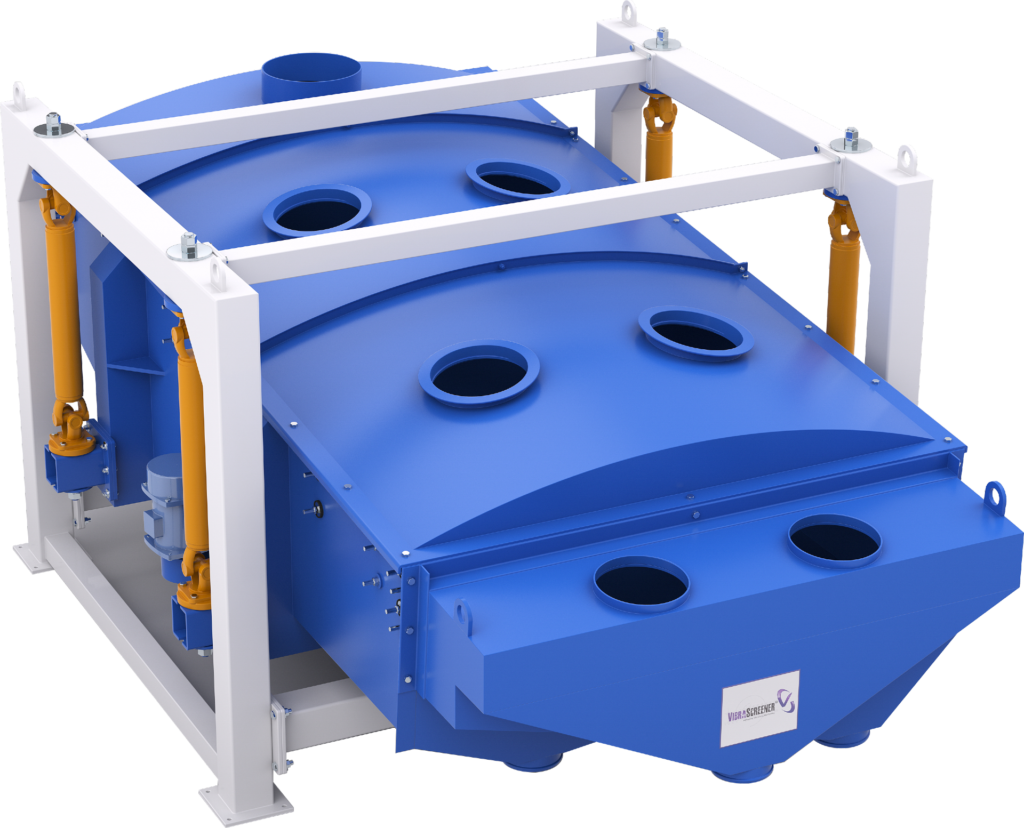
Chemical environments require equipment built for them. Stainless steel 316L is standard for most applications, while more aggressive chemicals may call for hastelloy screens or polymer-coated components. For facilities handling combustible dust or volatile powders, ATEX-certified industrial vibrating sifter models are essential. The chemical industry is one of the core markets VibraScreener serves, and the equipment offered reflects those specific construction demands.
Mesh blinding, where particles lodge in the apertures and reduce the open area, is a persistent challenge with fine chemical powders. Ultrasonic deblinding systems and ball-tray mechanisms address this during operation, preventing the throughput losses and cleanup stops that blinding causes.
Common Applications
Pigments, resins, fertilizer granules, activated carbon, silica, and specialty fine chemicals used in coatings and electronics are all routinely processed through vibrating sifters. Many of the same principles apply across the nutraceutical and pharmaceutical sectors, where purity standards are similarly stringent.
Frequently Asked Questions
What types of chemicals are commonly processed through vibrating sifters?
Pigments, polymer resins, fertilizers, activated carbon, silica gels, and specialty fine chemicals are all typical applications. Both dry powder and wet slurry configurations are available depending on the process.
How do I choose the right mesh size for a chemical processing application?
Mesh selection depends on the target particle cut point, bulk density, and blinding risk. Most suppliers offer application testing with sample material before equipment is finalized.
Can vibrating sifters handle corrosive chemicals safely?
Yes, provided the machine uses compatible materials. Stainless steel 316L covers most corrosive applications, with hastelloy or polymer-coated options available for more aggressive compounds.
How does blinding affect efficiency in chemical screening?
Blinding reduces the effective screen area, slowing throughput and risking oversize material passing through. Anti-blinding accessories, such as ultrasonic transducers or ball-tray systems, maintain an open mesh during operation.