In the mineral processing industry, products are often viewed as commodities. However, at VibraScreener™, we know that maintaining a competitive edge requires more than just high volume; it requires precision. Dealing with minerals like gypsum, feldspar, quartz, and copper demands equipment that can withstand abrasive materials while delivering exact particle size distribution. Avoiding product contamination and ensuring consistent sizing are the benchmarks of a sustainable, reputable business.
Selecting the right equipment is a strategic decision that impacts both your product quality and your plant’s bottom line. When evaluating industrial screening machines, it is essential to look for units that offer high-capacity output without sacrificing the integrity of the mesh or the safety of the operator.
High-Performance Sifting for Abrasive Materials
Mineral processing is notoriously tough on machinery. From bauxite and phosphate rock to gold and silver, the materials being processed are often heavy and abrasive. This is why our mineral screening equipment is engineered with advanced suspension mechanisms and high-force vibration technology. By applying greater force to the screening area, our machines achieve higher throughput and better separation efficiency than standard industry models.
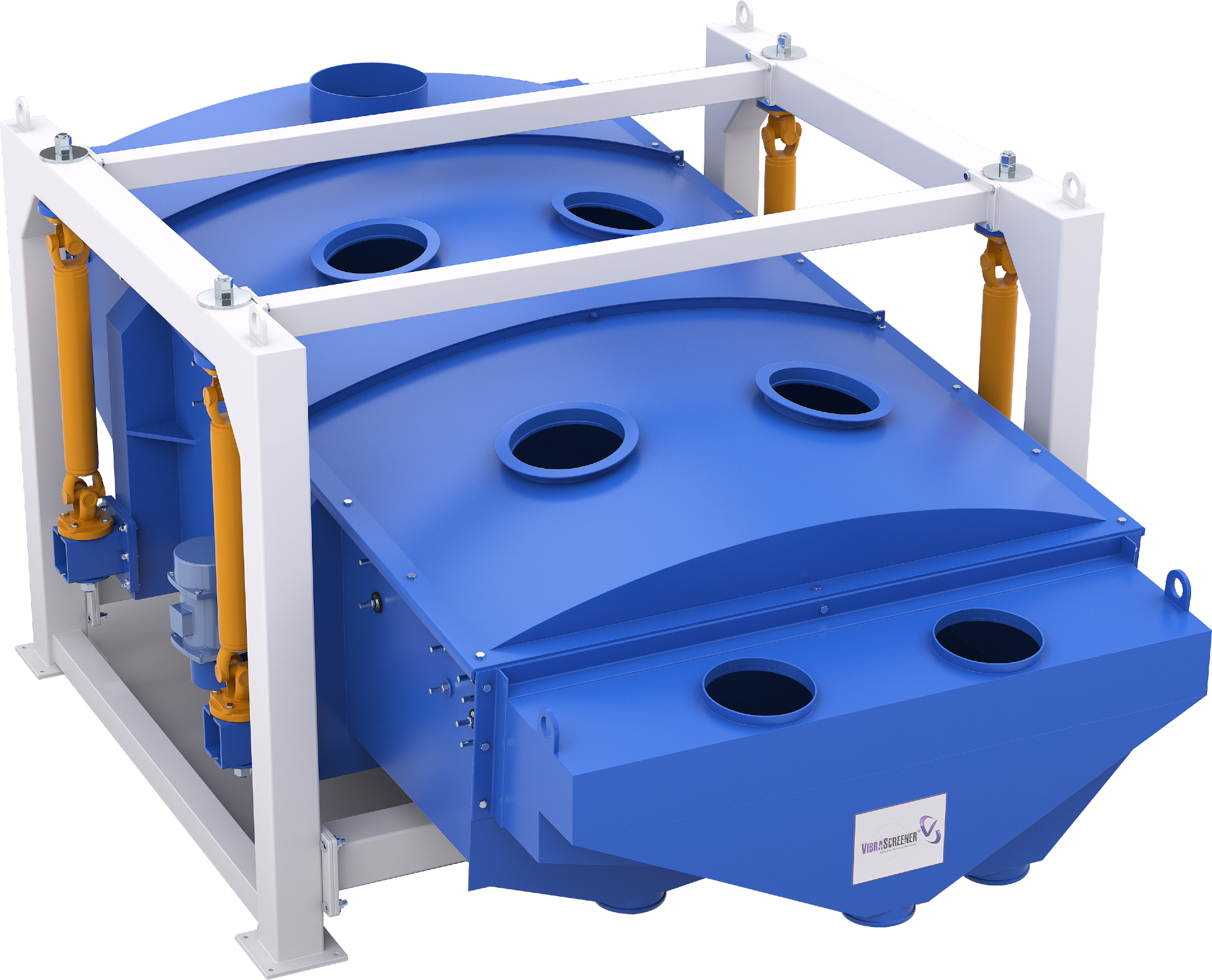
Whether you are grading mica or de-dusting zinc and cobalt, your equipment must be robust enough to handle continuous operation. Our range of industrial screening machines includes both round vibratory sifters and rectangular separators, each designed to optimize the flow of mineral powders and rocks while minimizing maintenance downtime.
Key Applications in Mineral Processing
Choosing the best screener depends largely on your specific application. In the minerals sector, equipment typically serves three primary roles:
- Check Screening: This is the process of removing oversized contaminants or foreign objects from a batch of minerals, such as titanium or nickel, to ensure the final product meets purity standards.
- Sizing and Grading: For minerals like clay or zeolites, achieving a specific particle size is critical for downstream use. Our high-performance separators can accurately fractionate materials into multiple sizes simultaneously.
- De-dusting: Removing fine dust from larger mineral rocks or powders improves the quality and handling of the material, making it more valuable to the end consumer.
Efficiency and Maintenance
Profitability in mineral processing is often a game of uptime. Equipment that is difficult to clean or repair leads to costly delays. At VibraScreener™, we focus on “easy-to-clean” configurations and advanced weight systems that allow for quick adjustments. Machines like the GyraSift™ or the Ranger Separator™ are trusted by blue-chip manufacturers worldwide because they offer low operating costs and reduced maintenance requirements.
By implementing advanced industrial screening machines, operators spend less time on manual labor and more time on productive tasks. These innovations ensure that your facility remains compliant with safety standards while maximizing the recovery of valuable minerals from every ton of raw material.
Partner with the Experts
Selecting the ideal screener is not just about the hardware; it is about the engineering expertise behind it. At VibraScreener™, we work closely with our clients to analyze their specific mineral profiles and production goals. Whether you are processing industrial minerals for construction or precious metals for high-tech applications, we provide the technology necessary to keep your operation running smoothly.
If you are looking to improve your product quality and plant profitability, contact us today to speak with a specialist about our specialized mineral screening solutions.